// grinding & cutting
Abrasives buying guide.
Cheap discs feel like a saving until you've burned through five doing a job one good one would finish — and a worn or wrong disc is genuinely dangerous spinning at 12,000rpm. Here's how to pick the right cutting, grinding and flap discs for the metal in front of you, and the safety rules that aren't negotiable.
1. Know your three workhorse discs
Most fabrication grinding comes down to three disc types, and using the right one is half the battle:
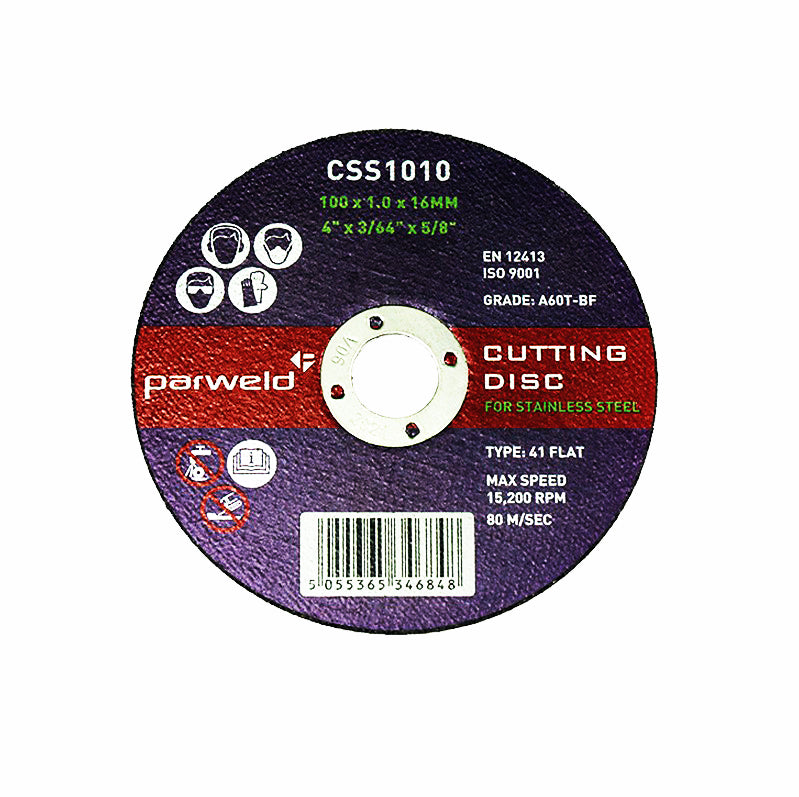
- Cutting (slitting) disc — thin, typically 1–1.6mm. Cuts through the edge only, for slicing bar, box, sheet and tube. Thinner discs cut faster with less heat and waste.
- Grinding disc — thick, around 6mm. Used on its face to grind welds flat, remove material and dress edges.
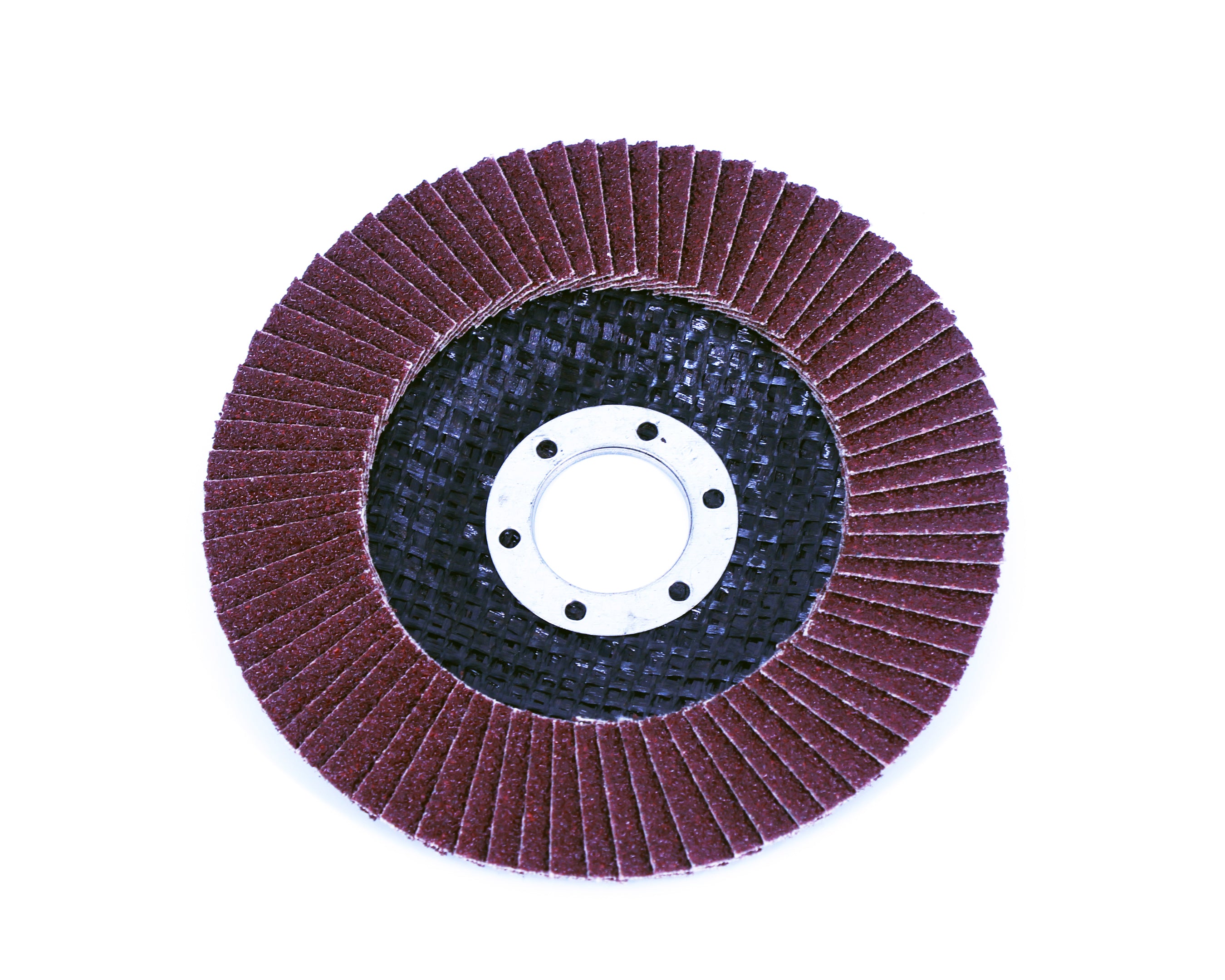
- Flap disc — overlapping abrasive flaps that grind and blend in one step, leaving a far smoother finish than a grinding disc. Brilliant for weld blending and surface prep.
The cardinal rule: never grind on the face of a thin cutting disc. It's not built to take side loading and can shatter. Use the right disc for the job, every time.
2. Bonded vs coated abrasives
Cutting and grinding discs are bonded abrasives — grit held in a resin matrix that wears away to expose fresh sharp grit. Flap discs and sanding discs are coated abrasives — grit bonded to a backing. Coated abrasives (especially zirconia and ceramic grain) cut cooler and last longer on tough metals than basic aluminium-oxide, which is why a good ceramic flap disc is worth the extra over a cheap one.
3. Match the disc to the metal
This is where contamination and cost both hide:
- Mild steel: standard aluminium-oxide or zirconia discs are fine and economical.
- Stainless: use a dedicated inox / stainless-safe disc, free of iron, sulphur and chlorine fillers. Ordinary discs contaminate stainless and make it rust later. Keep inox abrasives stored and labelled separately.
- Aluminium & soft metals: these clog (load up) standard discs fast — use a disc made for non-ferrous metals or one with an anti-clog coating.
4. Grit, disc size and bore
Three numbers to get right before you order:
- Grit (flap and sanding discs): lower = coarser and faster, higher = finer and smoother. 40/60 for heavy stock removal, 80 for general blending, 120 for finishing before paint.
- Disc diameter: match your grinder — 115mm (4.5") and 125mm (5") are the common workshop sizes; 230mm (9") for heavy cutting.
- Bore (centre hole): usually 22.23mm to fit a standard grinder spindle. Check it matches before buying a box.
5. Safety — non-negotiable at these speeds

A disc failing at full rpm is a serious injury risk. The rules that actually matter:
- Check the max rpm printed on the disc is equal to or higher than your grinder's speed — never exceed it.
- Inspect every disc for cracks or damage before fitting, and do a brief test run holding it clear.
- Keep the guard on and positioned between you and the disc.
- Mind the expiry date — bonded discs degrade over time (usually a 3-year shelf life) and old stock can disintegrate. Use oldest first.
- Wear the PPE: face shield and eye protection, gloves, hearing protection, and keep loose clothing clear.
Stock up on protection on our PPE & safety page — it costs a fraction of an eye.
6. Buy in sensible quantities
Consumable abrasives are cheaper by the box and you'll always use them — but don't overbuy beyond the shelf life. For trade buyers, a trade account gets bulk pricing on the discs you go through every week, with fast reordering and 30-day terms.
Shop abrasives
Cutting, grinding and flap discs in stock and ready to ship. A few to start with:
Keep reading
More from the trade counter: setting up your first MIG welder, consumables — what to stock, and the full guides hub.